本篇目录:
断桥铝滚压复合机怎么使用
很简单,首先把托料架调整平整,和设备的滚轮在一个水平面上。根据型材下槽口调整下压刀刀盘,通常是整体升降调节的。根据型材上槽口调整上压刀刀盘,垫片式的相应增加垫片或者减少垫片来调整。
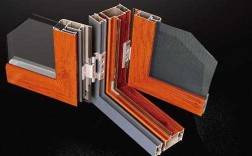
穿条 穿条其实是一个技术活,现在的穿条技术都还是一些手工完成的,因为机器设备不具有柔软度,如果穿条的时候不能严格按照流程去制作,结果就是断桥铝门窗是不会形成一个隔热和隔音效果的,所以说这要求是很高的。
-图1")
气源:由于断桥铝门窗设备的压料都是气缸压紧,所以要保证充足的供气量,这是设备高效使用的一个前提,如果气压达不到,断桥铝型材双头切割锯的锯片进出就会受到影响,从而加工效果也会受到影响。
断桥铝门窗加工需要;活动角码锯,双头锯,断面铣,冲床,单轴仿形铣这五种设备就行了,如果工程量大,可以增加套数和相应台数就可以了。设备用电380伏,配备高压气源,厂房面积大于1000平方米。
是上面的四个压料轮中间的两个压力过大造成的。将中间的两个压料轮减小压力就可以了。复合滚压机是将已穿隔热条的型材进行滚压工作,起复合作用,是确保隔热条与铝型材紧密结合且垂直的关键设备。
桥架怎么做弯?
1、做法如下:桥架弯曲后的底边长(底部斜边)与桥架宽度同长即可,但范围控制在100-400mm。选定这段长度的两个点,在桥架侧帮上划出相对于底边的两条垂直线,选定桥架弯曲方向做为切割开口侧。
-图2")
2、制作45+45度的平90度弯: 取桥架高度乘以0.4所得值W、 在需要处画出中线后往两边分别量出W成三角型、然后切割所要切的线、弯曲即成。
3、:水平90度 2:水平正三通 3:垂直上弯通 4:水平45度 今天给大家带来一篇水平90度制作方法:(材料尺寸为100X100)第一步:测量出自己需要的弯头尺寸长度以免做好之后需要裁剪一次。
铝合金弯了怎么才能弄直
自行车的铝合金后架弯曲后可以矫正,但需要专业工具和师傅的帮助。如果只是向内弯曲,可以用一只手抵住后轮,另一只手用力将架子矫正。如果两边都弯曲,则需要用两只手分别抵住后轮和弯曲的架子,然后用力矫正。
折的你变成直的,你最重要的就是你可以找一个榔头来,然后边弄边敲边,这样子的方法是最简单的。
-图3")
铝合金门变形后,可以采取以下措施进行修复:调整门框:如果门框变形,可以使用木锤或橡皮锤轻轻敲打门框,使其恢复原来的形状。更换门扇:如果门扇变形严重,无法修复,可以考虑更换门扇。
我们是生产铝型材的,挤压出来的时候都会,有两个人去拉直,一头一个人,用拉直机拉一下,然后还要时效,时效是一种工艺,增加它的硬度,这样就不爱弯了,当然跟铝棒也有关系,铝棒里有镁铁等元素。。
第三步,校正:到达一定温度后,轮毂变软,使用小型液压顶进行反复轻微校正。最后,达到合理标准。副作用:铝合金为金属物质,一根铁丝弯曲后再恢复成直线,两三次后都会折断,更何况这么大一个轮毂。
新装的断桥铝窗户,发现底部型材变形弯曲怎么办?
1、合页、四连杆(铰链),平开窗会使用合页和四连杆这两种方式来实现开启关闭。
2、第一步是要去约定断桥铝窗的具体尺寸。也就是说,我们在购买断桥铝窗之前,一定要根据我们的洞口尺寸去购买。所以在购买窗户之前一定要对窗户的洞口进行核尺,准确到毫米,这样方便下料购买窗户。第二步就是下料。
3、断桥铝窗户底部型材变形弯曲出现较大缝隙,就只能加钢、铝扁通或U槽钢、铝等来缩小缝隙。或者做一个L型的封边挡缝。
4、必要时拉直型材中间要有人控持扶正或塞垫以确保头中尾各段之间的垃伸尺寸符合型材要求。
5、如果我们发现家里新安装的断桥铝窗户的型材出现了变形和弯曲,那么这时正确合理的办法就是更换新的窗户。实在不行也需要把窗户拆下来以后重新对型材进行校正。
6、变形大多是型材设计偏薄,胶水反应会收缩导致的。在型材设计厚度偏大些可解决。具体问题可以咨询威固。
装了断桥铝后悔
1、装了断桥铝后悔1 首先是断桥铝的密封性不好,从而形成温差,出现露水;其次是玻璃薄、隔热条差,也会出现露水。
2、有朋友换了断桥铝窗户后悔,表示建议不换,原因如下:换了后期容易出现漏水和荫水。所以要找靠谱的施工队。
3、断桥铝做成了推拉窗后悔1 现在之所以很多人后悔在家里安装断桥铝推拉窗,最主要的原因还是因为其通风性和密封性问题,断桥铝推拉窗在打开的时候只有50%的窗扇可以打开,关闭时气密性差。
4、断桥铝窗户有毒吗?在选择窗户材质的时候一定要分辨其质量好坏,这里我们带来后悔装了断桥铝的原因介绍。
断桥滚压复合机压力调多大
不超过5Mpa。液压卡盘内部配件承受压力极限为5Mpa,因此,液压卡盘压力4到18寸之间压力不超过5Mpa最为适合。液压三爪卡盘是指利用均布在卡盘体上的三个活动卡爪的径向移动,把工件夹紧和定位的机床附件。
粘合机压力调的方法如下:调节压力辊的压力,压力辊是决定粘合机压力的关键部件,调整压力辊的压力可以改变粘合机的工作压力。调节进给辊的压力,进给辊对于控制物料的进给速度非常重要。
网带复合机的复合压力过大或复合辊两端压力不均,会引起复合膜表面皱褶,复合后皱褶处形成空隧道,影响成品黏结牢度。
中间弯是中间压力调节不当造成,要么过大,要么过小。newrun建议调节中间压力。如图所示,中间手轮就是调节中间压力的地方。
根据查询X技术网得知,以下是步骤和建议:关闭滚压复合机,确保处于安全状态。找到刀具调节装置,通常位于机器的侧面或顶部。装置上有一个手轮或扳手,用于调节刀具高度。
打开五合一压力机电源,打开机器控制面板,并将设备调整到手动或半自动模式下。将需要调整的产品放好,并在设备操作面板上输入需要的压力数值,调整压力机的气路,包括加压气路和减压气路。
到此,以上就是小编对于断桥转换料的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏