本篇目录:
- 1、铝型材电泳后的漆膜提升时,产生条纹缺陷,有什么办法可以解决?
- 2、铝材电泳后出现水纹是怎么回事
- 3、电泳压铸铝表面火山口漏白??
- 4、压铸铝电泳出现针眼怎样解决
- 5、铝型材表处理粉末喷涂和电泳的主要流程是什么?
铝型材电泳后的漆膜提升时,产生条纹缺陷,有什么办法可以解决?
不过如果已经伤到车身面漆,部分面漆已经脱落的话,那么我们可以尝试自行补漆来修复。我们需要在网上购买同色号的补漆笔套装,里面会有相应齐全的补漆工具,例如砂纸、补土、研磨剂等等。
可利用调整不同之操作电压,即可控制涂层的厚度,并消除了电镀过程中的厚薄不均电极效应,同时也消除喷漆过程中的结皮、泪痕之故障。
-图1")
点解决办法:(1)在水洗工序前粘附的涂料变干,生成漆膜厚度之差别。即粘附在电泳漆膜上的涂料从上方干燥,这部分变成不容性,所以后面的水洗中洗不干净。
铝材电泳后出现水纹是怎么回事
1、首先,检查基材是否平整,如果基材不平整,那需要先处理基材。其次,看电泳前前处理是否做好,电泳是通过工件表层电场作用,沉积电泳漆,如果表层导电性不均,很容易出现厚薄不均现象。
2、铝板阳极氧化出现水波纹处理方法如下:调整阳极氧化液中各种化学试剂的浓度和配比,确保其浓度和PH值处于稳定范围内。检查设备和工艺,确保电流均匀性和温度控制稳定。对已经出现水波纹的铝板进行修复。
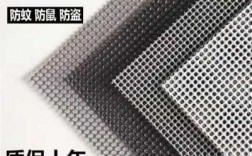
3、铝型材电泳涂漆的工艺原理、工艺控制方法和生产管理要求,分析生产实践中出现的产品缺陷的原因,提出了有效的改进方法。
-图2")
4、市场上有些铝合金建筑型材内腔存在类似水纹状、发霉斑点现象,反映出生产过程的缺陷。壁厚:型材的壁厚是影响加工件强度主要因素之一,主型材在工程中是受力部位。
电泳压铸铝表面火山口漏白??
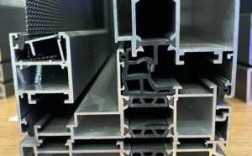
漏白的话应该来说有以下几个原因:电泳槽液没有与此点的工件充分接触,或者说电泳槽液没有对该点充分浸润。此点在电泳时没有导电,前处理不良(脱脂不良或过度腐蚀)导致此点的底材材质出现不能够导电的变化。
超级自动乳化功能,自动能将两种或多种互不相溶的物质乳化成为均匀分散体系的具有表面活性的单一或复合性化学物质。
压铸铝件上氧化膜不均匀,造成染黑色不均匀,呈现出斑点。轻微露白是压铸铝件基体露出。
-图3")
压铸铝电泳出现针眼怎样解决
1、②控制槽液温度在工艺规定范围,加强槽液搅拌。③被涂工件离开槽液应立即用UF液或纯水进行冲洗。时间最好不超过1min。
2、电泳槽液没有与此点的工件充分接触,或者说电泳槽液没有对该点充分浸润。此点在电泳时没有导电,前处理不良(脱脂不良或过度腐蚀)导致此点的底材材质出现不能够导电的变化。建议从这2方面观察下。
3、超级自动分散功能,自动对难于溶解于液体的无机和有机的固体颗粒进行分散,同时又能防止固体颗粒的沉降和凝聚,达到悬浮液所需的目的。
4、如针尖刺透一般,与漆膜在一个平面上,孔的数量很少,位置不固定,露底。气孔:空的形状向上凸起,大小如米粒,一般是密密麻麻分布于工件表面。针孔是由于铝合金铸造质量差引起的;气孔需要调整电泳参数来解决,主要是电压。
5、主要从降低反应的方面来解决,可以通过降低电泳电压,泳前水洗的电导控制在工艺范围之内,阳极液的电导是否超标,另外可以通过补加溶剂来解决问题。
6、依然还在,电镀后就看的清楚了,还可能被放大,这本身就很难解决,能从压铸段尤其是模具设计段解决最好 其实你提到的问题你自己已经解决了,呵呵,工序调整下即可。铸造件表面比锻造件表面要差。
铝型材表处理粉末喷涂和电泳的主要流程是什么?
静电粉末喷涂 吊挂—脱脂—水洗—碱洗—水洗—中和—水洗—铬化—水洗—纯水洗—吹干—喷粉—烘烤流平—冷却。
其主要过程为:(1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以通过机械手段获得镜面或无光(亚光)表面。
阳极电泳一般工艺流程为:工件前处理(除油→热水洗→除锈→冷水洗→磷化→热水洗→钝化)→阳极电泳→工件后处理(清水洗→烘干)。除油。溶液一般为热碱性化学除油液,温度为60℃(蒸汽加热),时间为20min左右。
到此,以上就是小编对于铝材电泳表面处理的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏